一、设备概述 升流式厌氧污泥床UASB( Up-flow Anaerobic Sludge Bed,注:以下简称UASB)工艺由于具有厌氧过滤及厌氧活性污泥法的双重特点,整个反应器主体可分为两个区域:反应区和气、液、固三相分离区。目前已成功应用于高浓度有机废水,化工废水如柠檬酸废水、酒精废水、淀粉废水、造纸废水等工业废水处理中。实践证明,该技术去除有机物的能力远远超过普通厌氧处理技术,而且UASB反应器容积小、投资少、占地省、运行稳定,是一种值得推广的高效厌氧处理技术。 二、适用范围 UASB厌氧反应器应用范围非常广,现在已经用于下列行业:
1、柠檬酸废水
2、酒精废水
3、淀粉废水
4、造纸废水 三、UASB厌氧反应器的工作原理 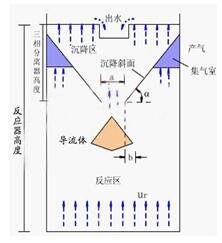
UASB反应器废水被尽可能均匀的引入反应器的底部,污水向上通过包含颗粒污泥或絮状污泥的污泥床。厌氧反应发生在废水和污泥颗粒接触的过程。UASB反应器包括以下几个部分:进水和配水系统、反应器的池体和三相分离器。污水通过水泵提升到厌氧反应器的底部,利用底部的布水系统将污水均匀地布置在整个截面上,同时利用进水的出口压力和产气作用,使废水与高浓度的厌氧污泥充分接触和传质,将废水中的有机物降解。废水在反应区缓慢上升,进一步降解有机物。气体、水、污泥在同时上升过程中,沼气首先进入三相分离器内部通过管道排出,污泥和废水通过三相分离器的缝隙上升到分离区,污泥在分离区沉淀浓缩并回流到三相分离器的下部,保持厌氧反应器内的生物量,沉淀后的出水通过管道排出罐外。 四、UASB厌氧反应器优点
1、UASB内污泥浓度高,平均污泥浓度为20-40gVSS/1; 2、有机负荷高,水力停留时间短,采用中温发酵时,容积负荷一般为10kgCOD/m3.d左右; 3、无混合搅拌设备,靠发酵过程中产生的沼气的上升运动,使污泥床上部的污泥处于悬浮状态,对下部的污泥层也有一定程度的搅动; 4、污泥床不填载体,节省造价及避免因填料发生堵赛问题; 5、UASB内设三相分离器,通常不设沉淀池,被沉淀区分离出来的污泥重新回到污泥床反应区内,通常可以不设污泥回流设备。 |